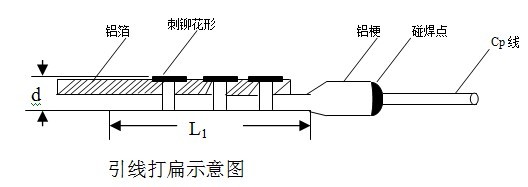
刺铆在刺铆机上进行,能自动地将引线在铝箔规定的位置上刺铆,两引线间距就是结构设计的铝箔开片的长度。引线与铝箔的相对位置、打扁厚度、刺铆花形及接触电阻等参数均可根据设计需要加以调整,使之达到最佳工艺要求。
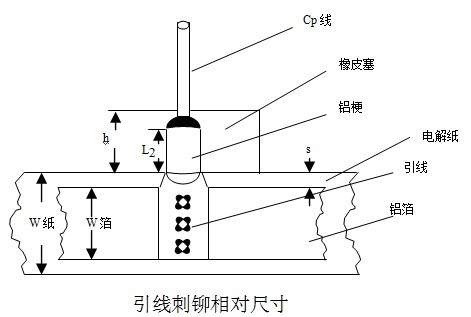
1.2, 引线要正确地铆接在铝箔的规定位置上,铝梗打扁顶部与铝箔距离为s,如下图
式中的w纸s值大小应控制为式中的
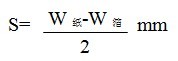
w纸和w箔分别为电解纸和铝箔的宽度。
2, 刺铆工艺参数
3, 对冷铆接,它靠刺铆针使引线和铝箔机械地铆接住,控制工艺参数有打扁厚度、接触电阻和刺铆花形等,打扁尺寸参照下图
2.1打扁厚度d:
d=d引 d箔 e
式中:d引-引线打扁部份(铝舌)厚度,mm;
d箔-铝箔厚度,mm;
e-花瓣厚度,取0.02-0.09,mm
2.2接触电阻r:用毫欧计算计测量。对低压铝箔一般控制在0.7mω以下,而高压铝箔或低压高比容箔,因箔较厚、机械强度较差的箔可以适当放宽到1.2mω以下,特珠的例外。
2.3刺铆花形:要求刺铆花瓣要大、清晰。花瓣在引线正中心,几个花瓣中心成一条直线。花瓣要有3/4以上为合格
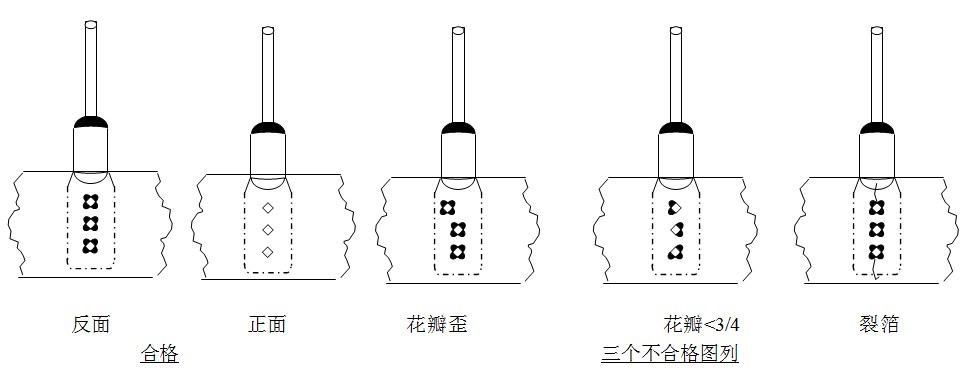
刺铆工艺参数

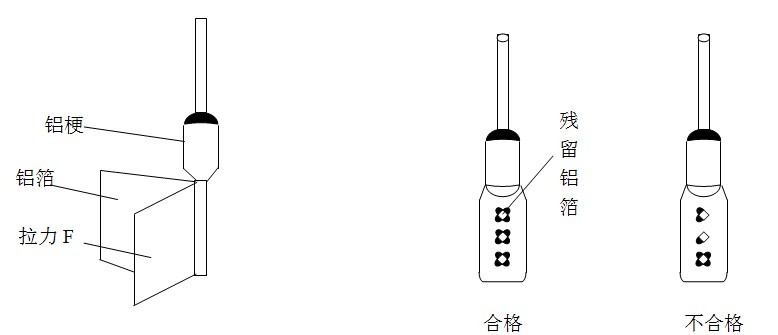
4, 剥离强度试验:
将刺铆好的铝箔如左下图将引线与铝箔相剥离开,在引线花瓣处应残留铝箔,如右下图
*l1为引线的铝舌(打扁部份)的长度
2品质检验
刺铆工序的质量直接影响到产品的电气性能。刺铆不良易造成产品开路、无容量或电量时有时无,接触电阻大引起产品tgδ大。故此工序为qc重点控点,品质检验项目
2.1、接触电阻;
2.2、打扁厚度;
2.3、剥离强度;
2.4、s值;
2.5、刺铆表面状态;花瓣状态,有否裂箔和刮箔等现象;
2.6、开片长度