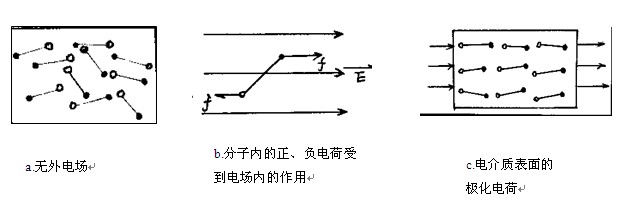
在电介质内部形成偶极矩,而在与外电场垂直的电介质表面上,出现了与极板上电荷反号的极化电荷,即电介质的极化.极化电荷不能自由移动,称为束缚电荷,而金属板上的电荷能离开极板自由移动,称为自由电荷.电介质极化后,表面上出现的束缚电荷将部分地抵消极板上自由电荷所产生的电场.如果电压v不变,则必须从电源补充一些新的自由电荷来达到平衡.电容器的充电过程.假如撤去外电场,电介质内部沾电场方向的感应偶极矩便消失,介质表面之束缚电荷也都将化成乌有.电容器的放电过程.q/qo可以表示介质极化的程度,称为电介质的介电常数.
由阳极化成铝箔及阴极腐蚀箔及导针﹑电解纸﹑电解液结合而成.
化成:利用电解液在直流电作用下在纯al表面生成一层致密的al2o3皮膜.
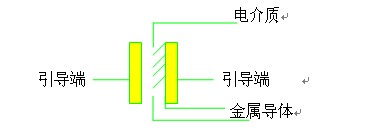
阳极箔经化成后,含有一高介电常数的氧化膜(al2o3).此氧化皮膜当作阳箔与阴箔间的绝缘层.氧化皮膜的厚度即为两箔间的距离(d),此厚度厚薄可由化成来加以控制.由于氧化皮膜的介电系数高,且厚度薄,故电解电容器的容量较其它电容器的容量为高.电解电容器的实际阴极是与氧化膜接触之电解液.而阴极箔只是将电流传至电解液而已;电解纸是用来帮助电解液之吸收及避免阳极箔﹑阴极箔直接接触,因磨擦而使氧化皮膜受损.
2.e/c特色与原理之运用.
电容器是电子设备中大量使用的主要组件之一.它具有隔直流和分离各种频率的能力.广泛用在隔直流﹑耦合﹑旁路﹑滤波﹑谐振回路调谐﹑能量转换﹑控制电路中的时间常数组件等方面.
三. e/c电气特性介绍.
铝质电解电容器一般电气特性包括:¬静电容量;损失角;®泄漏电流.
1.静电容量:表征电容器贮存电荷能力的大小.

静电容量:c= =ε (法拉第定律).
ε—介电常数 d—两极间距离 s—两极间相对面积
电容器的标称容量:e24﹑e12﹑e6三个系列.分别嘻适用于允许偏差±5%(ⅰ级) ﹑±10%(ⅱ级)﹑±20%(ⅲ级)的规格.这三个系列内的数值是按下式计算并经过必要的修正得到,即:
e24系列x= 10n =lg -1
其中n=1--24
e12系列x= 10n =lg -1
其中n=1--12
e6 系列x= 10n =lg -1
其中n=1--6
铝质电解电容器的标称容量应符合e6系列.
2.损失角(tgθor df).
电解电容器在电路中所做的无功功率占有功功率的比例.
介质损耗:电介质在电场作用下在单位时间中因发热而消耗的能量.
电容器损耗是衡量电容器品质优劣的一个重要指针,损耗愈大,发热愈严重, 则表示电容器传递能量的效率愈差.
铝质电解电容器的损耗主要表现为介质的漏导损耗,在低频下使用时,其它损耗均可忽略.
df=wcr
3.泄漏电流:印加相当于工作电压的直流电压时,流过电容器的电流大小.称为泄漏电流.
用来表征电解电容器的绝缘性.构成电解电容器介质是金属氧化膜,虽然它有很高介电强度,但氧化膜绝非完美无缺.在其表面或多或少会存在一些孔洞.疵点﹑裂缝.电解电容器的漏电流就是通过这些缺陷的电子电流和离子电流.
漏电流大小i =kcu(ua)
u-施加的电压(v) c-标称容量(uf) k-漏电流常数.
4.滤波电流.
一般的电子机器都要用直流电压电源,因此外来的交接电源,经过整流之后,即成直流电压.但波形不很完整,若加上电容器之后,就会使波形变的较为完整.而此过滤整流所获得之直流电压中所含之交流成因电感所生之交流成份等经由电容器予以衰减.
5.额定工作电压:电容器所允许使用的最高工作电压.
6.额定使用温度:电容器所允许使用的最高环境温度.
四. 电解电容器的生产流程及各工艺之品质要求重点.
1.电解电容器的生产流程.
裁切→ 钉接→卷绕→ 含浸→组立→洗净→套管→
串排→ 益寿→选别→包装→ 入库.
自动老化 加工→包装→入库
2.各工艺之品质要求重点.
a.裁切:
将电解纸﹑铝箔予以所要求之宽幅.依据刀片﹑垫片之规格排列成所需之尺寸加工之.
外观检查铝箔﹑电解纸有无刮伤或毛边﹑蛇形.
作业时,严禁赤手直接触摸铝箔或电解纸.
未经包装的铝箔或电解纸严禁直接放置地面.
b.钉接:
1.目的:增加引线端子导电.
2.方法:将导针与铝箔压钉衔接为之,要求导针与铝箔完全接触.
3.检查项目:钉接间隔﹑钉接阻抗﹑钉接厚度﹑钉接花瓣﹑剥离状态.
钉接间隔:以导针钉接位置为卷取铝箔长度基准.
钉接接触阻抗:导针与铝箔间接触阻抗.测量方法如下. 导针(a)与铝箔(b)间测定,判定标准按照作一标准
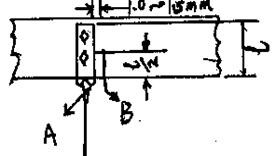
钉接厚度:即铝箔导针复合厚度.
剥离状态:四方向的花瓣需均匀分开. 铝箔﹑导针花瓣一体重叠, 导针花瓣要压住铝箔花瓣.
重点:铝箔与导针完全压平并接触,钉接针孔与花瓣两者位置须位于导 针部份之中央位置.
剥离实验后,导针花瓣应残留铝箔.
c.卷绕:
1.目的:使正负电极箔分开,以双层雹解纸隔叠卷绕.
2.方法:将钉接完成之正负极铝箔,以双层雹解纸隔叠.一并采用单向回线或合成卷取而成.
3.检查项目:卷取重叠度﹑松紧度﹑及两导针相对位置.

重点:作业者严禁赤手直接触摸电极箔﹑电解纸及导针.
4.素子掉落地面拾起,必须放在ng盒内确保素子品质.
d.含浸:
1.目的:让电解纸充分吸收电解液.
2.方法:将烘干的素子放入含浸槽中,并倒入电解液(电解液液面须高过素子,但不可高过排气孔.)
含浸前素子烘干温度应保持85±5℃.
含浸方法:抽真空加压含浸.
抽真空10分钟加压10分钟,以此为一个循环。
以上循环3次,即素子含浸1小时。
含浸完毕脱水5~10分钟。
3.检查项目:
电解液特性﹑含浸后素子之cap﹑df.含浸是否透澈.
4.重点:
药水对照不可用错;
每批素子含浸前,均需测量其使用电解液之ph值﹑电导度﹑火花电压等特性符合标准才可含浸;
含浸是否透彻;
e.组立.
1.目的:防止电解液外漏;
2.方法:素子经含浸后,与胶盖﹑铝壳以全自动组立机组合方式快进完成,同时加以封口密闭之;
3.检查项目:封口尺寸a﹑b﹑d﹑l.
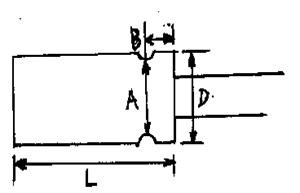
注:其中a部示意线是首先测量图中部位的尺寸后,再用铝壳外径相减得到的才是束腰深度。判定依照按作业标书。
4.外观:胶盖有无凸起﹑铝壳有无损伤﹑封口有无毛刺.
f.洗净.
1.目的:洗掉导针及裸品上残留的电解液或油污;
2.方法:四槽洗净.
一槽:加温﹑加清洗剂.
二槽:自来水.
三槽:自来水
四槽:自来水
五槽:纯水
3.检查项目:是否洗净烘干.
4.重点:洗剂添加量及定时换水.
g.套管.
1.目的:绝缘和标示.
2.方法:经洗净烘干后之裸品,以全自动套管机在裸品外表加套胶管,加热﹑收缩而完成.
3.检查项目:被覆状态(是否有露白) ﹑收缩状态(收缩不良或破皮) .
4.重点:
首件确认及收缩温度调整.
极性标示不得相反或偏差.
h.串排.
1.目的:以利e/c并联充电.
2.方法:将套管后之电容器依同极性方向,整齐排列在串排架上
3.检查项目:串排前,检视串排架编织铜线是否断线.两端结合点及电木隔离绝缘板是否烧毁,底部金属导板是否脱落.
4.重点:不得插反及混料防止.
i.益寿.
1.目的:修复因裁切被破坏的al203皮膜,以降低lc稳定e/c特性.
2.方法:益寿前先经短路试验,再按照治具配线方法配线.在常温高温中印加工作电压或益寿电压(av).完成第一次﹑第二次益寿,使制品之特性完全去除初期不良. 待高温益寿后,经2-3小时冷却,待电气特性稳定后再进行测试作业.益寿时间是指电压上升到设定值后最少印加时间.
3.检查项目:设定电压﹑电流最终电压﹑电流;
4.重点:升压速度控制最终电流确认;
j.选别.
1.目的:100%电气特性,剔除cap﹑df﹑lc不良品;
2.方法:电容器益寿后,在常温下,印加额定电压(wv)对泄漏电流、静电容量﹑损失角之测试,并将良品与不良品分类.每批作业完毕后,将良品以蓝色箱盛装送下工程,不良品则依不良现象区分,由生产部组长处理.
3.检查项目:cap﹑df﹑lc规格设定及测试电压设定.
4.重点:若换规格时,必须清理工作区或机器,避免不同规格混入.
k.自动老化.
将套管后之电容器制品,以全自动老化机供料:串排﹑益寿测试选别分类之一贯作业.
l.包装.
在待包装区取得制品,依各客户要求之包装方式包 装.作业前先清理工作台面,严防异品混入.同规格只得有一零数箱.
五.e/c使用注意事项.
1.勿过压;
2.勿过流;
3.勿极反;
4.导针拉拔力勿大;